プログラムの機械への導入方法(XZY軸用プログラムの場合)
加工プログラムへXEBECバリ取りプログラムを組み込む例です。
制御装置はMELDAS系に準拠しております。プログラム内のGコードなどは、お使いの数値制御加工機に合わせてください。
加工内容
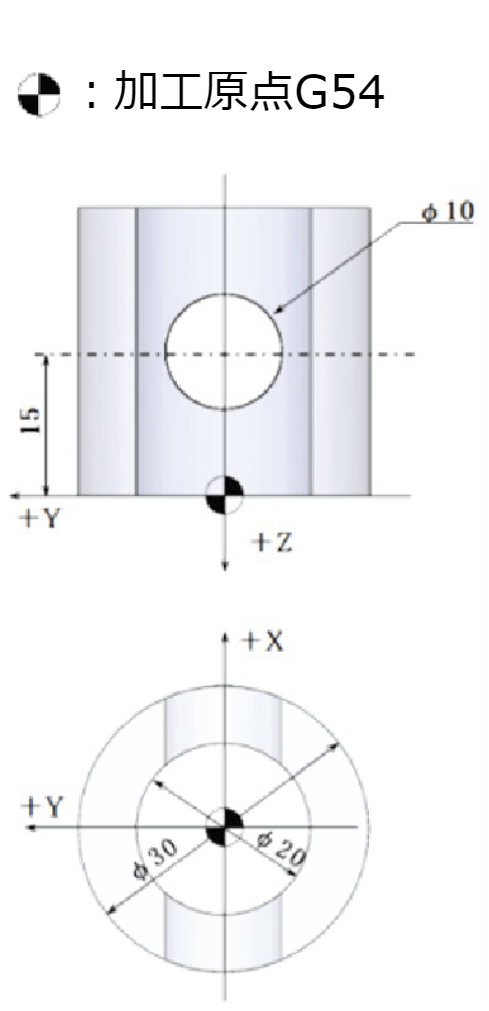
- 素材形状
外径Φ30×内径Φ20 - 前加工
素材の円筒軸と同心で直交する穴Φ10のドリル加工を行う。 - バリ取り箇所
穴Φ10と内径Φ20が交差したエッジ部分(上下とも)のバリ取りをXEBEC裏バリカッター&バリ取りプログラムで行う。
【製品図】
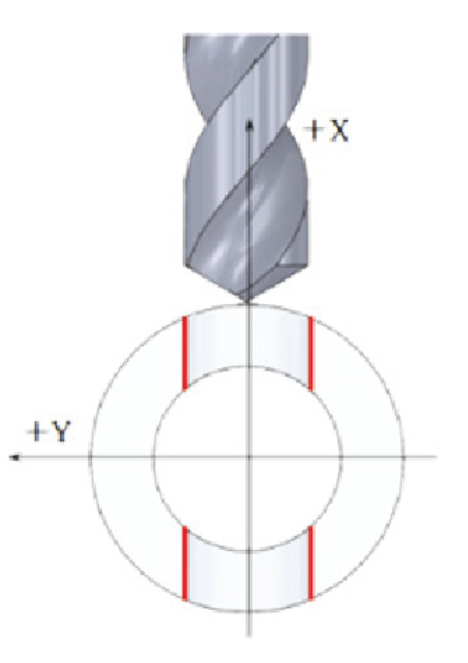
工程1 ドリル加工
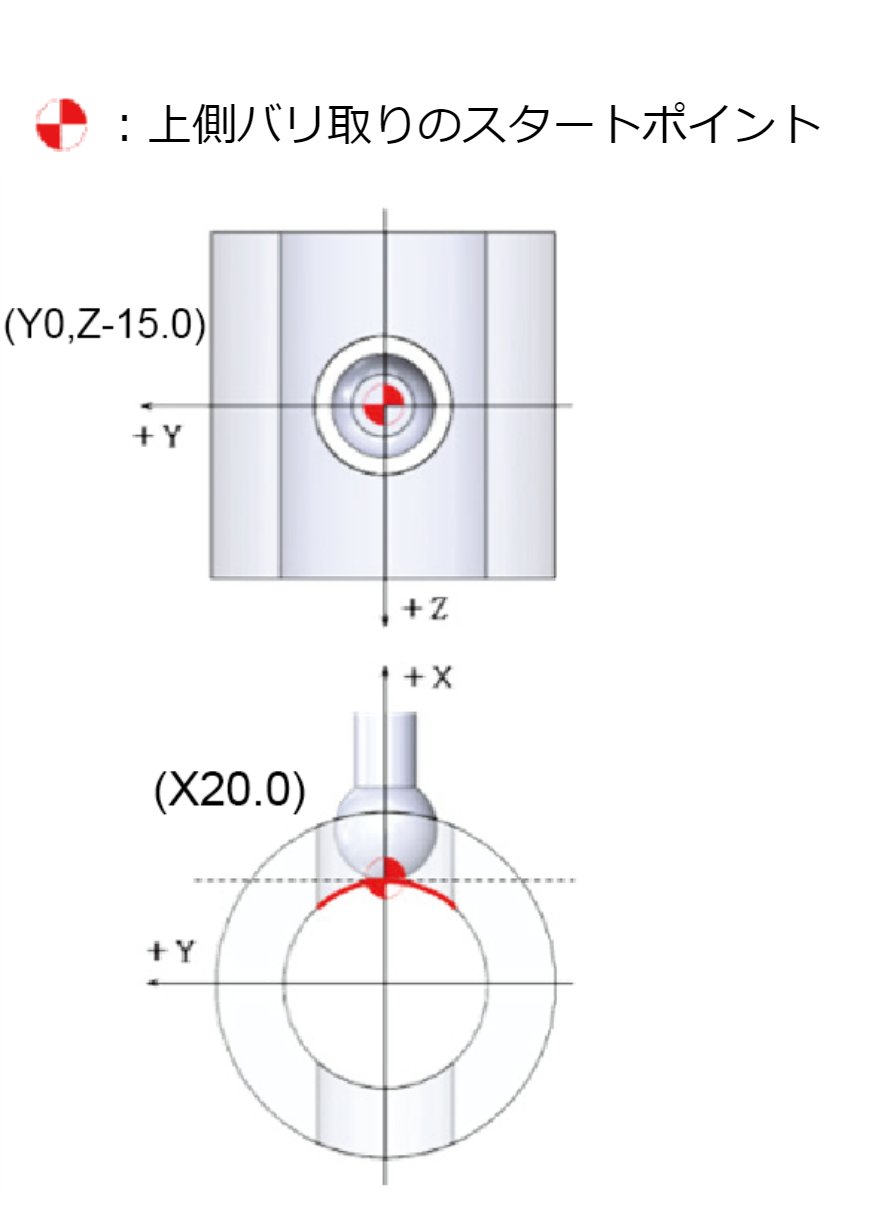
工程2 上側バリ取り
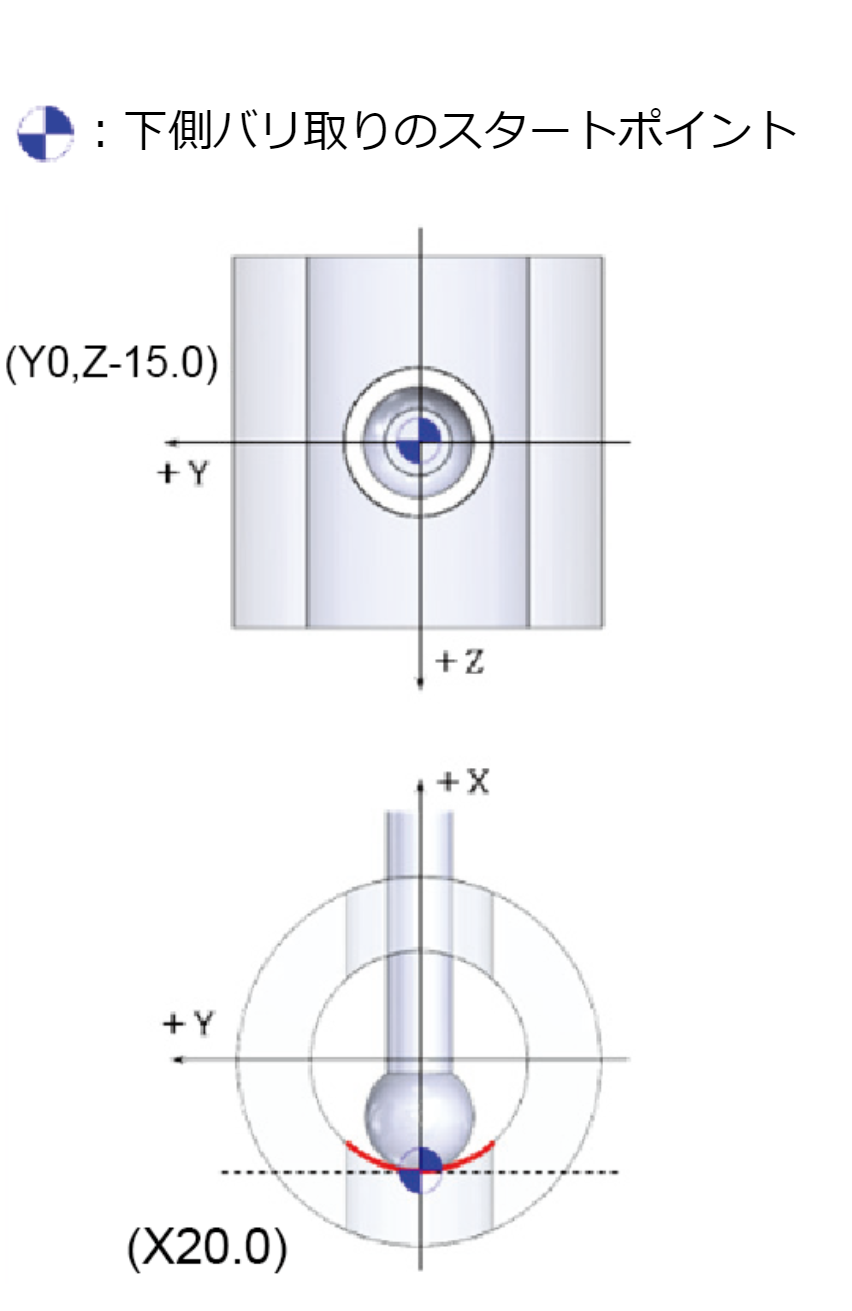
工程3 下側バリ取り
プログラム概要
メインプログラム |
|
|---|---|
| O0001(MAIN PROG); | |
| G0G18; | XY平面選択 |
| N1(10DRILL/T1H1); | 工程1 Φ10ドリル加工工程 |
| M05; | |
| M69; | 主軸アンクランプ |
| G98M45; | 毎分送り指令およびC軸接続 |
| G00G28H0.0; | C軸第一原点復帰 |
| G28V0.0; | Y軸第一原点復帰 |
| G00T0101; | T01ドリル呼出しおよびNo.1工具補正指令 |
| G54X40.0Z50.0C0.0; | 加工原点G54選択およびC0位相決め |
| G97S5000M13; | ミーリング工具正回転 |
| Z-15.0Y0.0M08; | ZY軸を穴中心へ位置決め |
| M68; | 主軸クランプ |
| G83X-40.0R-2.0F500; | 側面スポットドリルサイクルG83 |
| G80; | ドリルサイクルキャンセル |
| G00X40.0Z50.0M69; | 主軸アンクランプ |
| G28U0.0W0.0M05; | XZ軸第一原点復帰 |
| M09; | |
| M01; | |
| N2(5.8BURRS CUTTER/T0202); | 工程2-3 裏バリ取り工程 |
| M05; | |
| M69; | 主軸アンクランプ |
| G98M45; | 毎分送り指令およびC軸接続 |
| G00G28H0.0; | C軸第一原点復帰 |
| G28V0.0; | Y軸第一原点復帰 |
| G00T0202; | T02XEBEC裏バリカッター呼出しおよびNo.2工具補正指令 |
| G54X40.0Z50.0C0.0; | 加工原点G54選択およびC0位相決め |
| G97S6000M13; | ミーリング工具正回転 |
| Z-15.0Y0.0M08; | ZY軸を上側バリ取りプログラムのスタートポイントへ位置決め |
| M68; | 主軸クランプ |
| G01X20.0F3000; | X軸を上側バリ取りプログラムのスタートポイントへ位置決め |
| F1000; | バリ取り加工の送り速度指定 |
| M98P0002; | 工程2 サブプログラムO0002番の呼出し(XEBECバリ取りプログラム) |
| G01Z-15.0Y0.0F3000; | ZY軸を下側バリ取りプログラムのスタートポイントへ位置決め |
| X-20.0; | X軸を下側バリ取りプログラムのスタートポイントへ位置決め |
| F1000; | バリ取り加工の送り速度指定 |
| M98P0003; | 工程3 サブプログラムO0003番の呼出し(XEBECバリ取りプログラム) |
| G00X40.0; | |
| Z50.0M69; | 主軸アンクランプ |
| G28U0.0W0.0M05; | XZ軸第一原点復帰 |
| M09; | |
| M01; | |
| M30; | 加工終了 |
上側バリ取りサブプログラム |
|
|---|---|
| O0002(UPPER EDGE SUB PROG); | |
| U0.000V0.000W0.000; | XEBECバリ取りプログラム |
| U-11.293V0.000W0.000; | |
| U0.000V2.564W0.000; | |
| U0.017V-0.027W0.434; | |
| U0.046V-0.077W0.409; | |
| U-0.072V0.126W0.390; | |
| U-0.048V0.080W0.419; | |
| U-0.017V0.028W0.442; | |
| U0.000V-2.564W0.000; | |
| U11.293V0.000W0.000; | |
| M99; | メインプログラムへ戻る |
下側バリ取りサブプログラム |
|
|---|---|
| O0003(LOWER EDGE SUB PROG); | |
| U0.000V0.000W0.000; | XEBECバリ取りプログラム |
| U-0.307V0.000W0.000; | |
| U0.000V2.564W0.000; | |
| U-0.017V-0.027W0.434; | |
| U-0.046V-0.077W0.409; | |
| U0.072V0.126W0.390; | |
| U0.048V0.080W0.419; | |
| U0.017V0.028W0.442; | |
| U0.000V-2.564W0.000; | |
| U0.307V0.000W0.000; | |
| M99; | メインプログラムへ戻る |
 |
|