タイプP 直交交差穴(タップ)(カッター挿入穴≦交差穴)
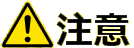
スタートポイントの一例を下記に示します。(同心交差穴の例、偏心交差穴の例)
スタートポイントのX・Y座標はカッター挿入穴の中心位置、Z座標は交差穴の最も高い位置です。
アブソリュート指令のXEBECバリ取りプログラムは、各スタートポイントを加工原点として生成しています。
直交交差穴の例

同梱されているプログラムの内容
タップ前 - 面取加工用プログラム:Pre
-
- 抜け側面とタップ下穴との交差エッジに大きめの面取を行います。
- 切削抵抗を緩和するため、切込みを3回に分けたプログラムとしています。
タップ後 - 面取り仕上げ加工用プログラム:Finish
-
- タップ後に切込み量0.02mmの仕上げ加工を行います。
- Preプログラムによる加工で2次バリが発生した際に使用します。
 |
転造タップを使用する場合は、Preプログラムのみを使用する |
プログラム組込の順序(基本順序)
- タップ下穴加工
- Preプログラムによるタップ前の面取り加工
- タップ加工
- Finプログラムによるタップ後の面取り仕上げ加工
プログラム組込の順序(サイクルタイム短縮)
タップ下穴加工
Finプログラムによる面取り加工
タップ加工
 |
Preプログラムを使用せずFinプログラムのみで加工する場合は、カッターがワークに接触し所定の面取り量となる位置までの加工量が大きくなるため、該当するブロックの送り速度を下げてください。それ以降は通常の送り速度に変更してください。 |