アブソリュート指令の場合
加工プログラムへXEBECバリ取りプログラムのアブソリュート指令用プログラムを組み込む例です。
制御装置はFANUC系に準拠しております。プログラム内のGコードなどは、お使いの数値制御加工機に合わせてください。
加工内容
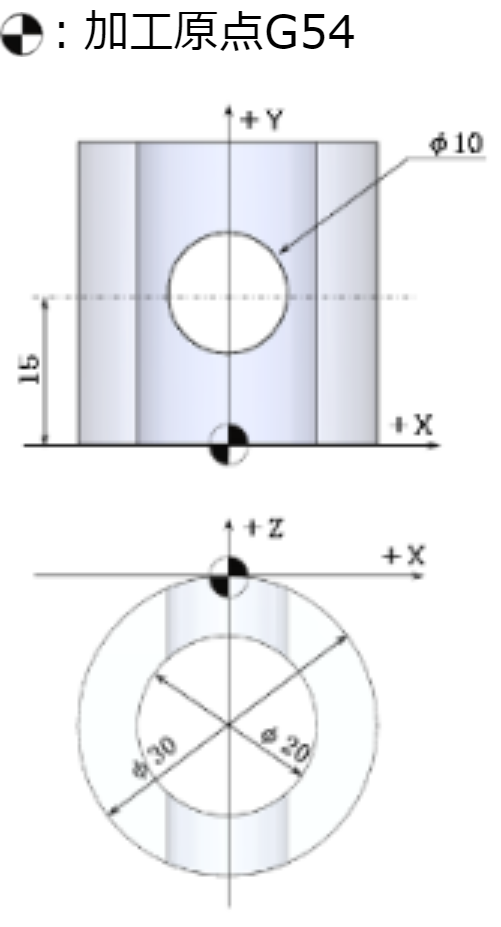
- 素材形状
外径Φ30×内径Φ20 - 前加工
素材の円筒軸と同心で直交する穴Φ10のドリル加工を行う。 - バリ取り箇所
穴Φ10と内径Φ20が交差したエッジ部分(上下とも)のバリ取りをXEBEC裏バリカッター&バリ取りプログラムで行う。
【製品図】
工程1 ドリル加工

工程2 上側バリ取り

工程3 下側バリ取り

プログラム概要
メインプログラム |
|
|---|---|
| O0001(MAIN PROG); | |
G17G40G49G80; |
XY平面選択 |
| N1(10DRILL/T1H1); | 工程1 Φ10ドリル加工工程 |
| T01; | T01ドリル工具呼出し |
| G91G28Z0.0M05 | Z軸第一原点復帰 |
| M06; | 工具交換 |
| S5000M03; | 主軸正回転 |
| G00G90G54X0.0Y15.0; | XY軸を穴中心へ位置決め |
| G43Z50.0H01M08; | 工具長補正H01読込み |
| G98G81Z-35.0R3.0F500; | スポットドリルサイクル |
| G80; | ドリルサイクルキャンセル |
| G00Z100.0M09; | |
| G91G28Z0.0M05; | Z軸第一原点復帰 |
| M01; | |
| N2(5.8BURRS CUTTER/T2H2); | 工程2-3 裏バリ取り工程 |
| T02; | T02 XEBEC裏バリカッター呼出し |
| G91G28Z0.0M05; | Z軸第一原点復帰 |
| M06; | 工具交換 |
| S6000M03; | 主軸正回転 |
| G00G90G55X0.0Y0.0; | XY軸をスタートポイントへ位置決め(G55)(※1) |
| G43Z55.0H02M08; | 工具長補正H02読込み |
| Z8.0; | |
| G1Z0.0F3000; | Z軸を上側バリ取りプログラムのスタートポイントへ位置決め |
| F1000; | バリ取り加工の送り速度指定 |
| M98P0002; | サブプログラムO0002番の呼出し(XEBECバリ取りプログラム) |
| G01G90G56X0.0Y0.0F3000; | XY軸をスタートポイントへ位置決め(G56)(※1) |
| Z0.0; | Z軸を下側バリ取りプログラムのスタートポイントへ位置決め |
| F1000; | バリ取り加工の送り速度指定 |
| M98P0003; | サブプログラムO0003番の呼出し(XEBECバリ取りプログラム) |
| G00G90Z125.0M09; | |
| G91G28Z0.0M05; | Z軸第一原点復帰 |
| M01; | |
| M30; | 加工終了 |
※1 アブソリュート指令のXEBECバリ取りプログラムは、各スタートポイントを加工原点(X0Y0Z0)として生成しております。裏バリ取り加工をアブソリュート指令で行う場合は、他加工と違う加工原点を設定してください。
上側バリ取りサブプログラム |
|
|---|---|
| O0002(UPPER EDGE SUB PROG); | |
| N1(XEBEC PATH); | |
| X0.000Y0.000Z0.000; |
XEBECバリ取りプログラム |
| X0.000Y0.000Z-5.646; | |
| X2.564Y0.000Z-5.646; | |
| X2.535Y0.447Z-5.629; | |
| X2.450Y0.881Z-5.578; | |
| X2.313Y1.290Z-5.501; | |
| X2.133Y1.665Z-5.405; | |
| X2.133Y-1.665Z-5.405; | |
| X2.313Y-1.290Z-5.501; | |
| X2.450Y-0.881Z-5.578; | |
| X2.535Y-0.447Z-5.629; | |
| X2.564Y-0.000Z-5.646; | |
| X0.000Y0.000Z-5.646; | |
| X0.000Y0.000Z0.000; | |
| M99; | メインプログラムへ戻る |
下側バリ取りサブプログラム |
|
|---|---|
| O0003(LOWER EDGE SUB PROG); | |
N2(XEBEC PATH); |
|
| X0.000Y0.000Z0.000; |
XEBECバリ取りプログラム |
| X0.000Y0.000Z-0.154; | |
| X2.564Y0.000Z-0.154; | |
| X2.535Y0.447Z-0.171; | |
| X2.450Y0.881Z-0.222; | |
X2.313Y1.290Z-0.299; |
|
| X2.133Y1.665Z-0.395; | |
| X2.133Y-1.665Z-0.395; | |
| X2.313Y-1.290Z-0.299; | |
X2.450Y-0.881Z-0.222; |
|
| X2.535Y-0.447Z-0.171; | |
| X2.564Y-0.000Z-0.154; | |
| X0.000Y0.000Z-0.154; | |
| X0.000Y0.000Z0.000; | |
| M99; | メインプログラムへ戻る |