タイプN 傾斜穴(偏心交差)内径前後(カッター挿入穴>交差穴)
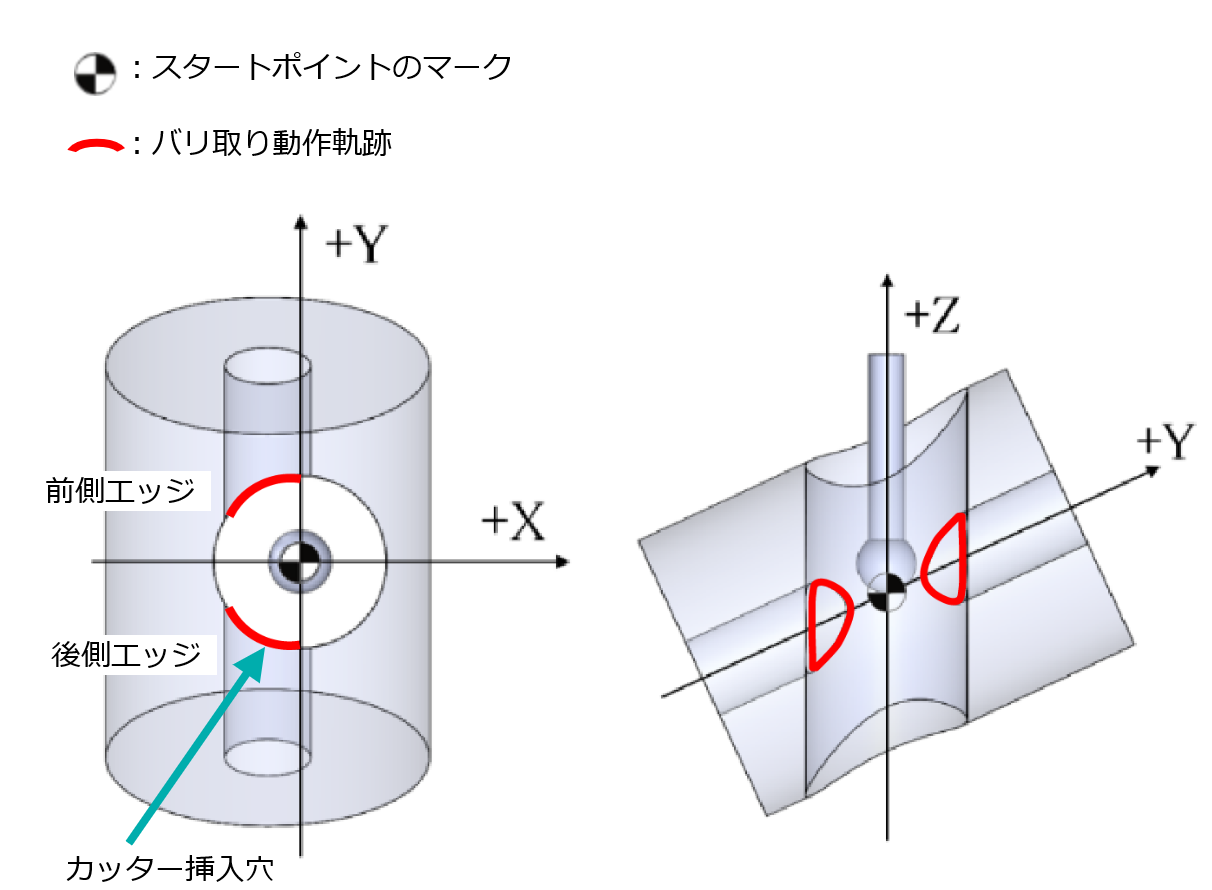
スタートポイントの一例を下記に示します。(傾斜穴(偏心交差穴)の例)
スタートポイントのX・Y座標はカッター挿入穴の中心位置、Z座標はカッター挿入穴と交差穴のそれぞれの中心軸が交差する高さです。
アブソリュート指令のXEBECバリ取りプログラムは、各スタートポイントを加工原点として生成しています。
斜め交差穴(偏心交差穴)内径の例
 |
|
プログラム上部の情報

データの冒頭にデータの情報を表示
データの情報 |
意味 |
|---|---|
| (INNER-1D8-2D20-T5.8-AR0-E4.5-AA60.); | INNER:内径エッジ加工 1D20:交差穴径 Φ8mm 2D10:カッター挿入穴径 Φ20mm T5.8:カッター径 Φ5.8mm AR0:交差穴の姿勢 0° AA60:交差角度 +60° E4.5:偏心量 交差穴軸に対し+4.5mm |
| (EDGE BREAK AMOUNT 0.10); | 加工幅 0.10mm |
| (FRONT EDGE); | 前面エッジ [ REAR EDGE:後側エッジデータ ] |
| (INC) ; | インクレメンタルデータ [ ABS:アブソリュートデータ ] |
| (DOWN CUT); | ダウンカット加工 [ UP CUT:アップカット ] |