Incremental (INC) Positioning Format
This section offers an example of implementing XEBEC Path into the machining program in incremental positional format. G-codes and all other details are based on FANUC controls. Make sure to use appropriate codes for your machine tool.
Machining Operations
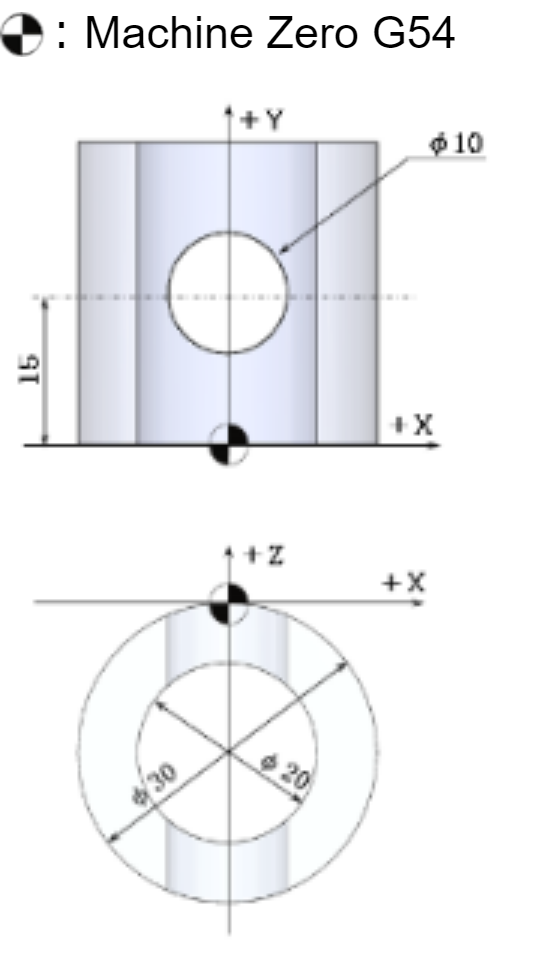
- Workpiece Shape
Outer Diameter Φ30mm x Inner Diameter Φ20mm - Previous Operation
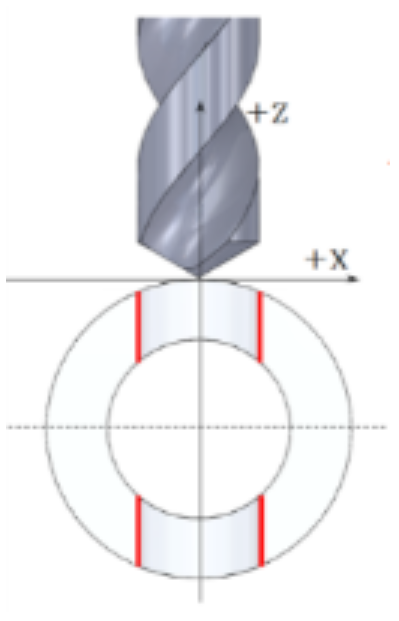
Drilled a Φ10mm hole that crosses orthogonally and on-center with the centerline of the workpiece - Target Edge to be Deburred
Upper and Lower edges of the inner diameter at the intersection of the Φ10 hole and the Φ20 hole
Workpiece
OP 1: Drilling
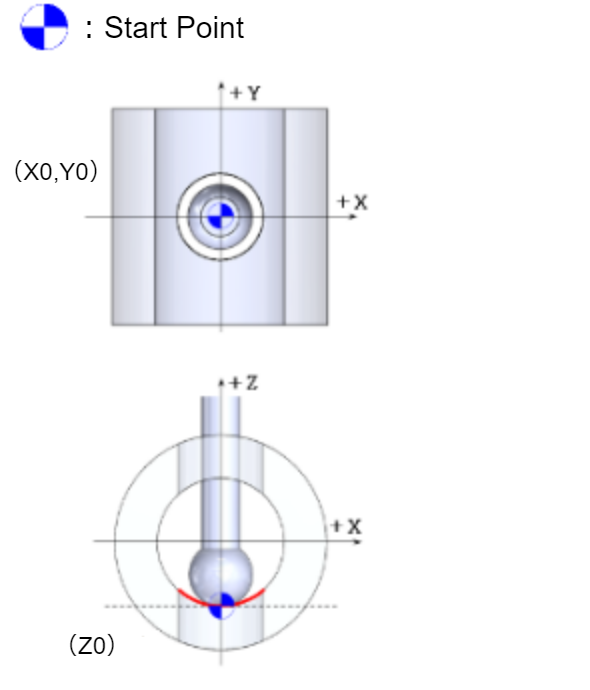
OP 2: Deburring Upper Edge
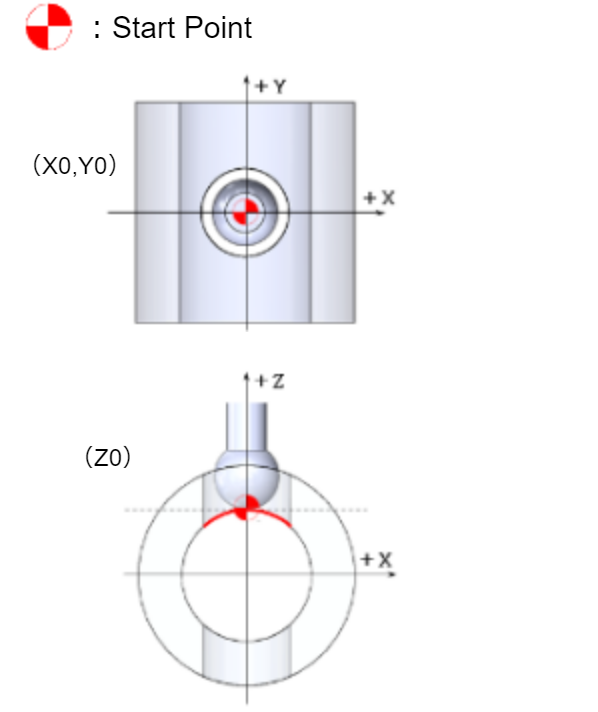
OP 3: Deburring Lower Edge
Program Overview
Main Program |
|
| O0001(MAIN PROG); | |
| G17G40G49G80; | Select XY plane |
| N1(10DRILL/T1H1); | Drilling the Φ10 hole |
| T01; | Call the drill |
| G91G28Z0.0M05 | Zero return the drill to the zero position |
| M06; | Tool change |
| S5000M03; | Turn the spindle on in the CW rotation |
| G00G90G54X0.0Y15.0; | Position XY axes at the hole center |
| G43Z50.0H01M08; | Select H01 Tool Length Offset |
| G98G81Z-35.0R3.0F500; | Spot drilling cycle |
| G80; | Cancel drilling cycle |
| G00Z100.0M09; | |
| G91G28Z0.0M05; | Zero return the drill to the zero position |
| M01; | |
| N2(5.8BURRS CUTTER/T2H2); | Deburring operation |
| T02; | Call XEBEC Back Burr Cutter |
| G91G28Z0.0M05; | Zero return the Cutter to the zero position |
| M06; | Tool change |
| S6000M03; | Turn the spindle on in the CW rotation |
| G00G90G54X0.0Y15.0; | Position XY axes at the Start Point |
| G43Z50.0H02M08; | Select H02 Tool Length Offset |
| Z3.0; | |
| G1Z-5.0F3000; | Position Z-axis at the Start Point for Upper Edge |
| F1000; | Set feed rate for the deburring operation |
| M98P0002; | Call subprogram O0002 (XEBEC Path for Upper Edge) |
| G01G90X0.0Y15.0F3000; | Position XY axes at the Start Point |
| Z-25.0; | Position Z-axis at the Start Point for Lower Edge |
| F1000; | Set feed rate for the deburring operation |
| M98P0003; | Call subprogram O0003 (XEBEC Path for Lower Edge) |
| G00G90Z100.0M09; | |
| G91G28Z0.0M05; | Zero return the Cutter to the zero position |
| M01; | |
| M30; | Program end |
Upper Edge Deburring Subprogram |
|
| O0002(UPPER EDGE SUB PROG); | |
| G91; | Incremental Positioning (*1) |
| N1(XEBEC PATH); | XEBEC Path |
| X0.000Y0.000Z0.000; | |
| X0.000Y0.000Z-5.675; | |
| X2.514Y0.000Z0.000; | |
| X-0.022Y0.385Z0.013; | |
| X-0.063Y0.367Z0.036; | |
| X-0.098Y0.343Z0.055; | |
| X-0.128Y0.315Z0.068; | |
X0.135Y0.322Z-0.071; |
|
| X0.105Y0.357Z-0.059; | |
X0.066Y0.374Z-0.038; |
|
| X0.023Y0.394Z-0.014; | |
| X-2.514Y-0.000Z0.000; | |
| X0.000Y0.000Z5.675; | |
| X0.000Y0.000Z0.000; | |
| G90; | Absolute Positioning (*2) |
| M99; | Return to main program |
*1 This code is not included in the XEBEC Path. This example shows how to implement XEBEC Path in incremental positioning.
*2 This codes is not included in the XEBEC Path. This example shows how to switch back to the absolute positioning after running the Path in incremental positioning.
Lower Edge Deburring Subprogram |
|
| O0003(LOWER EDGE SUB PROG); | |
| G91; | Incremental Positioning (*1) |
| N2(XEBEC PATH); | XEBEC Path |
| X0.000Y0.000Z0.000; | |
| X0.000Y0.000Z-0.139; | |
| X2.539Y0.000Z0.000; | |
| X-0.022Y0.387Z-0.013; | |
| X-0.063Y0.369Z-0.037; | |
| X-0.098Y0.345Z-0.056; | |
| X-0.128Y0.317Z-0.069; | |
| X0.135Y0.325Z0.073; | |
| X0.105Y0.359Z0.060; | |
| X0.066Y0.377Z0.038; | |
| X0.023Y0.396Z0.014; | |
| X-2.539Y-0.000Z0.000; | |
| X0.000Y0.000Z0.139; | |
| X0.000Y0.000Z0.000; | |
| G90; | Absolute Positioning (*2) |
| M99; | Return to main program |
*1 This code is not included in the XEBEC Path. This example shows how to implement XEBEC Path in incremental positioning.
*2 This codes is not included in the XEBEC Path. This example shows how to switch back to the absolute positioning after running the Path in incremental positioning.