Max Allowed Accumulated Variance (mm)
Make sure to take into consideration the tolerance build up and the total of positional and dimensional variance when selecting the deburring amount (edge break length) from the set of five that provided.
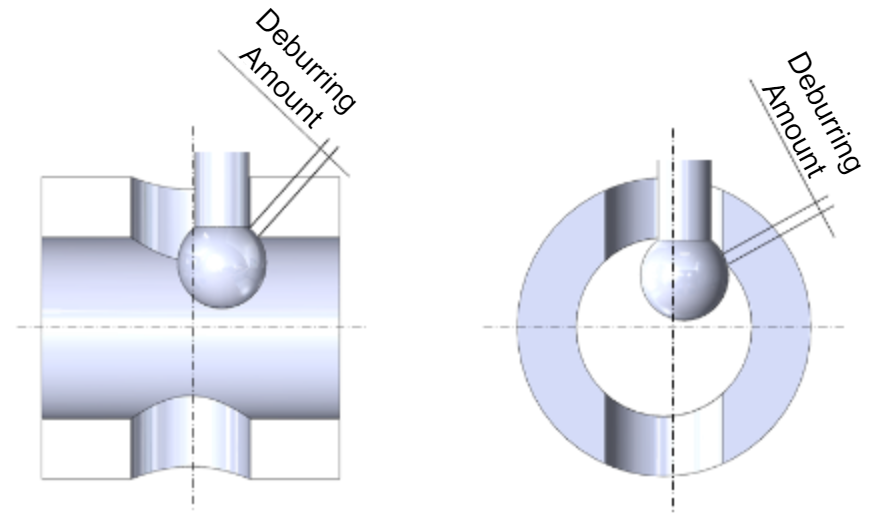
- If the actual hole diameter is large due to dimensional variance or if there is the positional variance, the Cutter may not contact the edge. In that case, try Deburring Tool Path data for a larger deburring amount.
- If the actual hole diameter is small due to dimensional variance, the deburring amount may become excessive. In that case, try Deburring Tool Path data for a smaller deburring amount.
Product Code |
Cutter Diameter |
Deburring Amount |
Max Allowed Accumulated Variance |
||||
|---|---|---|---|---|---|---|---|
① |
② |
③ |
④ |
⑤ |
|||
XC-08-A |
0.8 |
0.02 |
0.04 |
0.06 |
0.08 |
0.10 |
0.03 |
XC-13-A |
1.3 |
0.04 |
0.06 |
0.08 |
0.10 |
0.12 |
0.05 |
XC-18-A, XC-18-B |
1.8 |
0.07 |
0.09 |
0.11 |
0.13 |
0.15 |
0.08 |
XC-23-A, XC-23-B |
2.3 |
0.07 |
0.09 |
0.11 |
0.13 |
0.15 |
0.09 |
XC-28-A, XC-28-B |
2.8 |
0.08 |
0.11 |
0.14 |
0.17 |
0.20 |
0.10 |
XC-33-A, XC-33-B |
3.3 |
0.08 |
0.11 |
0.14 |
0.17 |
0.20 |
0.11 |
XC-38-A, XC-38-B |
3.8 |
0.09 |
0.13 |
0.17 |
0.21 |
0.25 |
0.12 |
XC-48-A, XC-48-B |
4.8 |
0.10 |
0.15 |
0.20 |
0.25 |
0.30 |
0.15 |
XC-58-A, XC-58-B |
5.8 |
0.10 |
0.15 |
0.20 |
0.25 |
0.30 |
0.18 |
XC-78-A, XC-78-B |
7.8 |
0.10 |
0.15 |
0.20 |
0.25 |
0.30 |
0.24 |
XC-98-A, XC-98-B |
9.8 |
0.10 |
0.15 |
0.20 |
0.25 |
0.30 |
0.34 |